Ваш заказ
В вашей корзине больше ничего нет





Токарный станок с ЧПУ Cormak HTC550
НАЗНАЧЕНИЕ:
Токарные обрабатывающие центры серии Cormak HTC550 предназначены для обработки наружных и внутренних поверхностей деталей типа тел вращения ступенчатого и криволинейного профиля, различной сложности: при “тяжелых” режимах резания валов, втулок, фланцев и т.д.
Сочетание высокой жесткости наклонной конструкции станины, мощного шпинделя и линейных направляющих качения позволяют успешно сочетать силовое резание с чистовой обработкой деталей в закалённом состоянии с твердостью до 48 HRC, при этом обеспечивая точность по 9 квалитету и шероховатость по 6-7 классам.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Токарные обрабатывающие центры Cormak серии HTC применяются во всех отраслях машиностроительной индустрии как для основного, так и для вспомогательного производства.
- Автомобильная промышленность
- Приборостроение
- Радиоэлектронная промышленность
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
Токарные обрабатывающие центры Cormak HTC550 спроектированы для производительной токарной обработки с большими припус с учетом основных конструктивных особенностей:
Цельнолитая наклонная станина с повышенной жесткостью и виброустойчивостью способствует равномерному распределению нагрузки в процессе резания, удобной настройке и регулировке, а также легкому удалению стружки;
Мощный привод с высоким крутящим моментом;
Усиленные линейные направляющие качения позволяют успешно сочетать обработку с высокой скоростью рабочей подачи с большими припус;
Модульная структура станка разработана с возможность дополнительного оснащения устройствами автоматизации для уменьшения вспомогательного времени и увеличения производительности;
ОСОБЕННОСТИ:
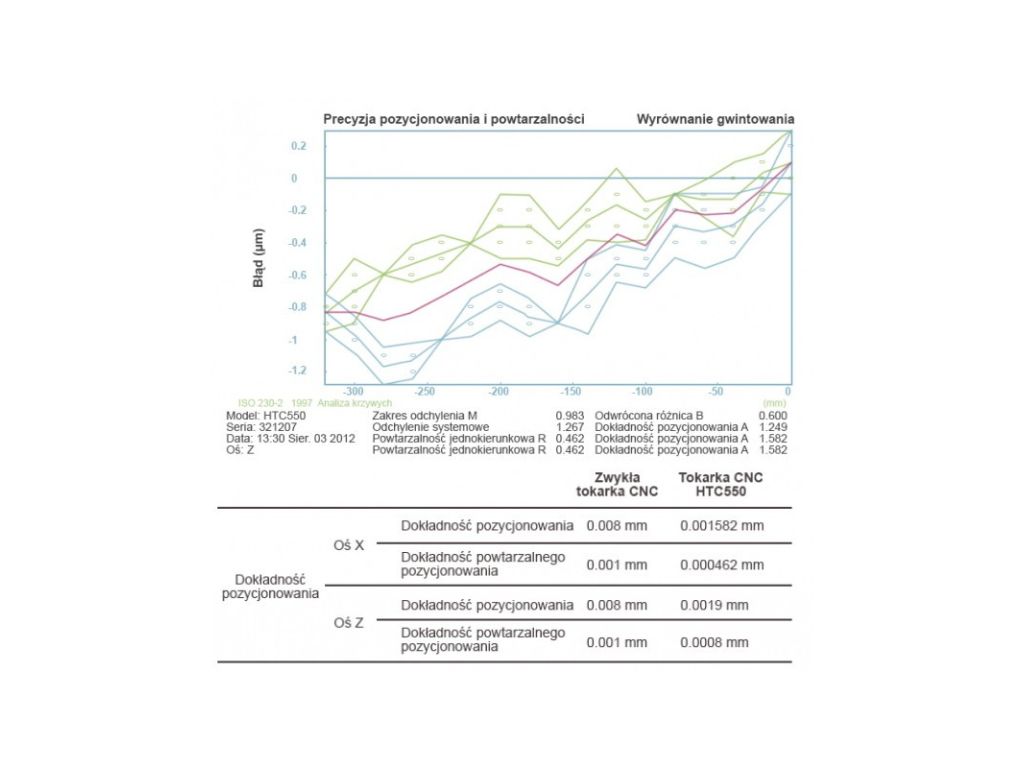
Высокая точность
Повторяемость по осям X/Z составляет 0,001 мм
Биение шпинделя у основания составляет менее 0,002 мм
Точность динамической балансировки шпинделя 0,3 грамма
Повторяемость револьверной головы при смене инструмента составляет ±0,001 мм
Высокая жесткость
Усилие зажима револьверной головки 3600 кгс
Крутящий момент на шпинделе 240 Нм
Высокая скорость
Ускоренные перемещения по осям X/Z составляет 30 и 36 м/мин
Время индексации сервоприводной револьверной головки - 0,15 сек
Работоспособность на жестких режимах обработки
При обработке инструментального конуса BT40 (твердость конуса составляет 58-63 ед. по шкале HRC) показатели шероховатости поверхности составили Ra 0,2-0,4µm
Съем на сторону до 7 мм (при точении по стали 45)
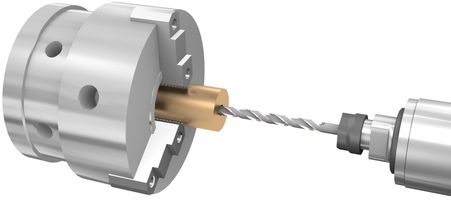
Сверление в торец - до 30 мм
Точение паза - 5 мм (на цилиндре диаметром 75 мм)
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
Токарные обрабатывающие центры Cormak HTC550 разработаны с учетом современных требований к скорости, мощности и точности токарной обработки.
Данные виды оборудования характеризуются высокой точностью, которое сконструированы на базе наклонной станины по углом 30° для обеспечения повышенной жесткости и виброустойчивости.
Модульная конструкция шпинделя, двурядные роликовые подшипники с обеих сторон шпинделя обеспечивают превосходную стойкость к ударным нагрузкам.
Мощная револьверная головка с серво-индексацией и гидравлической фиксацией обеспечивает моментальную смену инструмента и высокую производительность при обработке.
Ходовые винты по осям X и Z спроектированы с преднатягом и двойными подшипниками.
Все станки оснащены широкими, устойчивыми линейными направляющими, изготавливаемыми компанией Cormak. Ускоренные перемещения по осям составляют от 30 до 36 м/мин.
Задняя бабка перемещается так же по широким линейным направляющим а использование гидравлики обеспечивает усилие поджима заготовки в 3.5 кН
По желанию заказчика завод может устанавливать различные системы ЧПУ, такие как Siemens, Fanuc, Mitsubishi.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:
 |  |  |  |
 |  |  |  |
 |  |  |  |
 |  |  |  |
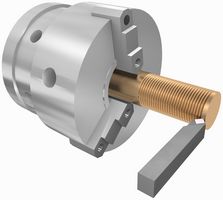
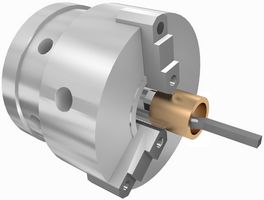
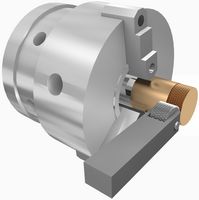
СХЕМА ОБРАБОТКИ:
 |  |  |  |
 |  |  |  |
 |  |
Оборудование в зависимости от версии:
- Полная система охлаждения
- Система полного покрытия
- Рабочая лампа
- Инструкция
- Инструменты регулировки - набор
- Цветной ЖК-дисплей с ЧПУ, 10,4 дюйма (SIEMENS 828D)
- Гидравлический трехкулачковый зажим (8 дюймов)
- Трансформатор
- Двигатель шпинделя 11 кВт, переменный ток
- Серво-револьвер с 12 держателями инструментов
- Гидравлическая арбитражная система
- Арбитраж двери
- Пользовательские макросы (600 общих групп переменных)
- Ввод кода EIA / ISO (стандарт)
- Обнаружение траектории в фоновом режиме
- Функция заправки
- Непосредственно введите размер изображения
- Интерфейс USB
- Сетевой интерфейс
- Трехступенчатый рабочий свет
- Hard Jaw - набор
- Мягкая челюсть - комплект
- Стандартная втулка для инструмента и держатель инструмента
Дополнительное оборудование
- Двигатель шпинделя 15 кВт, переменный ток
- Гидравлическая задняя бабка с конусом Морзе 4
- Программируемая задняя бабка с конусом Морзе 4
- Автоматическая дверь
- Водяной пистолет
- Счетчик заготовок
- Обрыв зажима
- Пневматический пистолет
- Коллектор масляного тумана
- Обратный клапан - клапан управления / продувки / позиционирования инструмента.
- Распылитель охлаждающей жидкости
- Масло-водоотделитель
- Преобразование зажимов высокого и низкого давления
- Гидравлический зажим со сквозным отверстием (8 дюймов)
- Гидравлический зажим с подтверждением открытия и закрытия / открытия (8 дюймов)
- Гидравлический зажим (10 дюймов)
- Инструмент для чистового точения, внешнего точения и развёртывания (растачивания)
- СОЖ под высоким давлением
- Устройство для вытягивания прутка
- Втулка для бурового инструмента, втулка для бурового инструмента Ф32
- Измерение заготовки
- Наладка инструмента (полный комплект, автомат)
- Наладка инструмента (полный комплект, инструкция)
- Боковой транспортер стружки
- Задний транспортер стружки
- Поворотный ковш для стружки
- Уловитель деталей
- Манипулирующий или шарнирный робот
- Револьвер с 8 рукоятками




{kind=link}