Ваш заказ
В вашей корзине больше ничего нет





















Ленточная пила Karmetal KMT CRAFT 220 x 250 DM является промышленным оборудованием .
Полотно высотой 27мм :
Полотно 27 мм начальное для промышленного производства. Преимуществами являются: хорошая геометрия реза (холст сам себя держит в своем резе), гораздо больший ресурс полотна (сравнивая с 20мм, тем более с 13мм полотнами). С 27-го типоразмера производители полотна начинают изготавливать узкоспециализированные полотна под нержавеющие и инструментальные стали. 27-е полотно из-за большой высоты имеет большую площадь охлаждения от системы СОР, что будет вилкой преимуществом при интенсивной длительной работе при резке больших цельно-металлических заготовок или массивной пакетной резке.
Наличие СОЖ :
Для повышения эффективности работы станка установлен СОЖ. СОЖ – это смазочно-охлаждающая жидкость, которая отвечает за охлаждение полотна, что помогает избежать перегрева и соответственно растяжения и убывания его со шкивов, увеличивает срок службы полотна, поскольку при нагреве повышенная температура негативно влияет на твердость зубов полотна и ускоренного их затупления. Охлаждение позволяет работать при более высоких скоростях полотна без его перегрева, что улучшает производительность и эффективность резки.
Преобразователь частот :
Данный станок оборудован преобразователем частоты, позволяющим достаточно точно подобрать скорость под любой материал заготовки, скорость регулируется на пульте управления. Регулировка скорости в ленточных пилах по металлу является важной функцией, так как она оказывает непосредственное влияние на качество и скорость работы с заготовкой. Регулировка скорости позволяет оператору адаптировать скорость резания к конкретному материалу, непосредственно влияющему на эффективность и качество обработки. Подбор соответствующей скорости поможет избежать перегрева полотна или заготовки, что способствует более длительному сроку службы полотна и ожидаемому результату от работы, а также регулировка помогает избежать излишней вибрации
Гидроцилиндр :
Гидроцилиндр, используемый для опускания головы ленточной пилы, обеспечивает плавное и контролируемое опускание головы ленточной пилы, что позволяет точно контролировать процесс резки. Также гидроцилиндр позволяет зафиксировать режущую голову на любой удобной для конкретной заготовки высоте, чтобы начало опускания головы происходило непосредственно над заготовкой, а не от крайнего верхнего положения.
Рез под углами :
Способность резать под углами представляет собой незаменимую функцию станка, данная модель оборудована поворотной головой. В отличие от станка с поворотными давлениями, на станке с поворотной режущей головой заготовку не нужно поворачивать вокруг станка. Это очень актуально для заготовок большой протяженности. Также поворотная голова позволяет добиться лучшей точности угла реза. Поворотную голову гармонично дополняет эксцентриковый зажим давлений, позволяющий после регулировки давлений быстро зафиксировать или отпустить заготовку без повторной регулировки, что увеличивает эффективность работы станка. Главное отличие от пилы Karmetal KMT CRAFT 220 x 250, приставка DM дает возможность резать на произвольном углу от 0-60°.
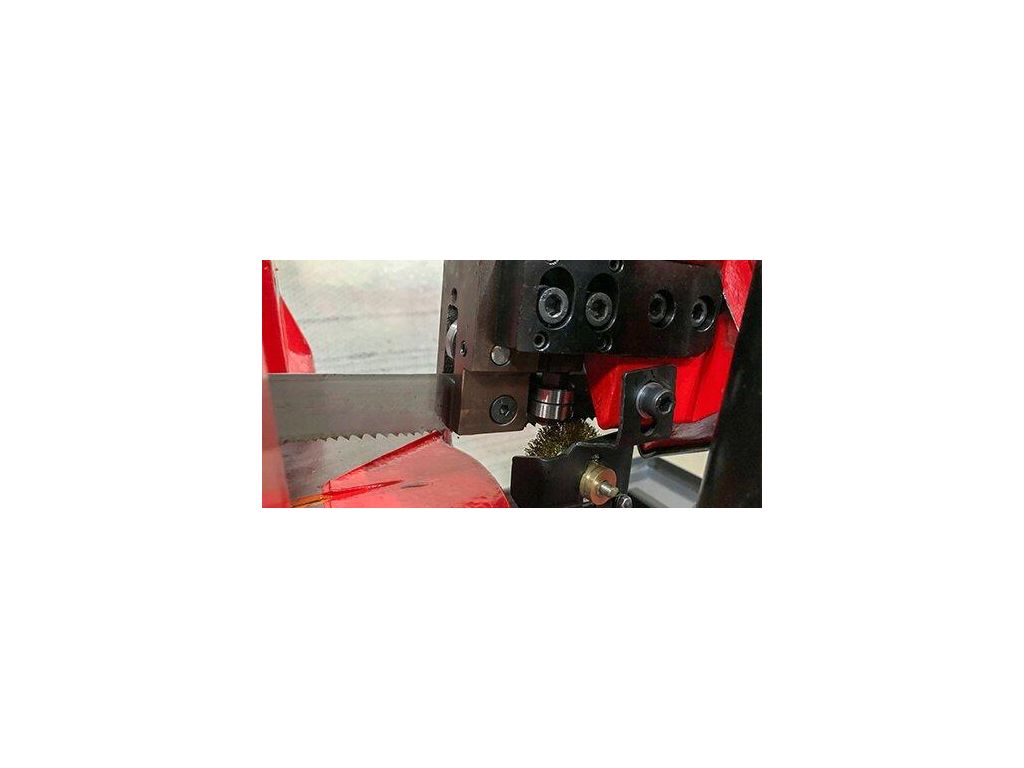
Проволочная щетка :
Ленточная пила оборудована проволочной щеткой, которая очищает полотно, позволяет избежать накопления стружки и других отходов на шкивах. Стружка на шкивах крайне негативно повлияет на точность вертикального реза, наличие лишних шумов и неравномерного натяжения полотна. Чистое полотно обеспечивает лучший контакт с материалом, также очищенное полотно требует меньше энергии для резки, что может снизить нагрузку на двигатель и другие механизмы пилы.
Манометр :
На станке установлен манометр показывающий натяжение полотна, позволяющее контролировать натяжение полотна. Контроль натяжения при работе увеличивает ресурс полотна и помогает предотвратить разрушение полотна из-за слишком сильного прижима.
Безопасность сверх – все! Предохранительные устройства в ленточных пилах для металла являются важной частью системы безопасности и предназначены для защиты оператора и оборудования от опасностей и непредвиденных ситуаций. Система автоматического отключения после окончания реза заготовки выполняется с помощью конечного выключателя. Это требования по европейским нормам безопасности для работающего персонала. Также присутствуют аварийные отключения при обнаружении опасных условий, таких как перегрев, перегруз или другие аварийные ситуации.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}